چرا برخی پروفیلها دچار تابیدگی میشوند؟
تصور کنید پس از ماهها برنامهریزی و صرف هزینههای سنگین برای اجرای اسکلت یک سازه، در مرحله نصب متوجه میشوید که پروفیلهای فولادی صاف نیستند. انحرافهای میلیمتری در شاخههای پروفیل که در ابتدا ناچیز به نظر میرسیدند، در نهایت مانع از چفت شدن قطعات شده و تراز کل سازه را به هم میریزند. نتیجه این اتفاق چیزی جز توقف پروژه و ضرر مالی سنگین نیست. در این موارد است که مشخص میشود تابیدگی یا پیچش پروفیل تنها یک ایراد ظاهری نیست، بلکه نشاندهنده نقص در ساختار داخلی یا روشهای اشتباه کار با فلز است که باید ریشهیابی و برطرف شوند. در این پست به بررسی دلایل پیج و تاب برداشتن پروفیل فولادی و روشهای رفع آن میپردازیم.
فهرست مطالب
عوامل موثر بر تاب برداشتن پروفیل
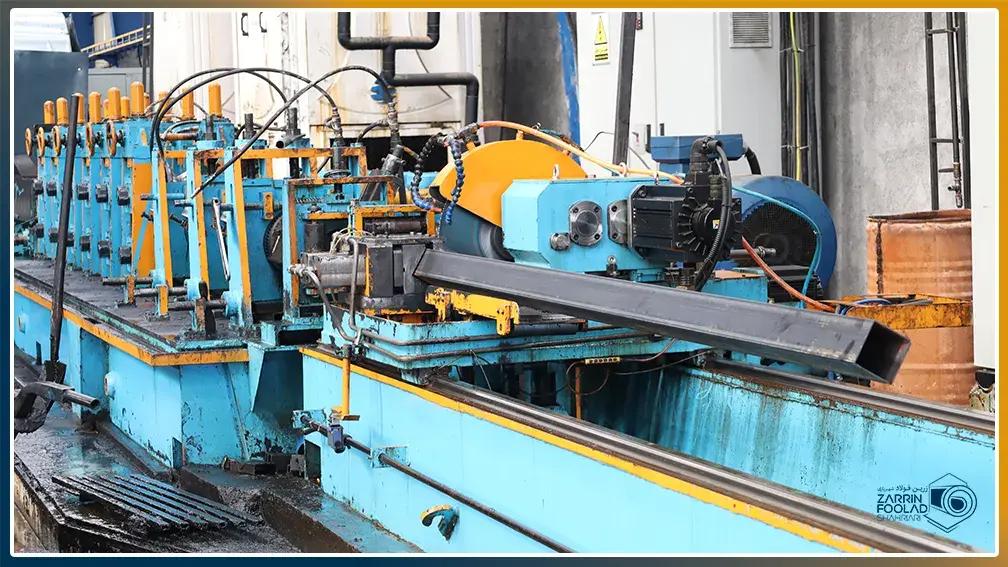
تغییر شکل ناخواسته در مقاطع فولادی ریشه در مسائل متعددی دارد که از مرحله ذوب تختال تا انبارداری و حملونقل میتوانند رخ دهند. یکی از اصلیترین دلایلِ به وجود آمدن این مشکل وجود تنشهای پسماند داخلی در محصولات تولید شده به روش نورد با غلتکهاست.
زمانی که ورقهای فولادی در خط تولید به روش نورد سرد تبدیل به مقاطع جعبهای شکل میشوند، فشار غلتکها باعث جابجایی مولکولی در بافت فلز میگردد. اگر این فشار به صورت یکنواخت توزیع نشود یا عملیات حرارتی مناسب برای آزادسازی این فشارها صورت نگیرد، فلز تمایل دارد به شکل اولیه خود بازگردد که نتیجه آن تابیدگی پروفیل است.
علاوه بر موارد فنی تولید، شرایط محیطی و نحوه جابجایی نیز اهمیت بالایی دارد. تخلیه نامناسب بار با جرثقیل یا چیدن بیش از حد شاخهها روی هم در انبار، فشار فیزیکی زیادی به بندیلهایی وارد میکند که در لایههای زیرین قرار دارند. این فشار در طولانیمدت باعث دفرمه شدن مقطع میشود. برای جلوگیری از این هزینهها، بررسی قیمت روز اهن الات ساختمانی از منابع معتبر و خرید از تولیدکنندگان استاندارد، اولین قدم برای تضمین کیفیت پروژه است.
علل تابیدگی پروفیل و روشهای پیشگیری و رفع آنها
هر نوع تغییر شکل در شاخههای پروفیل، ریشه در یک خطای مشخص در مراحل تولید، انبارداری یا اجرا دارد. در ادامه، انواع آسیبهای انحرافی در پروفیلهای فولادی و روشهای تخصصی مهار آنها را بررسی میکنیم:
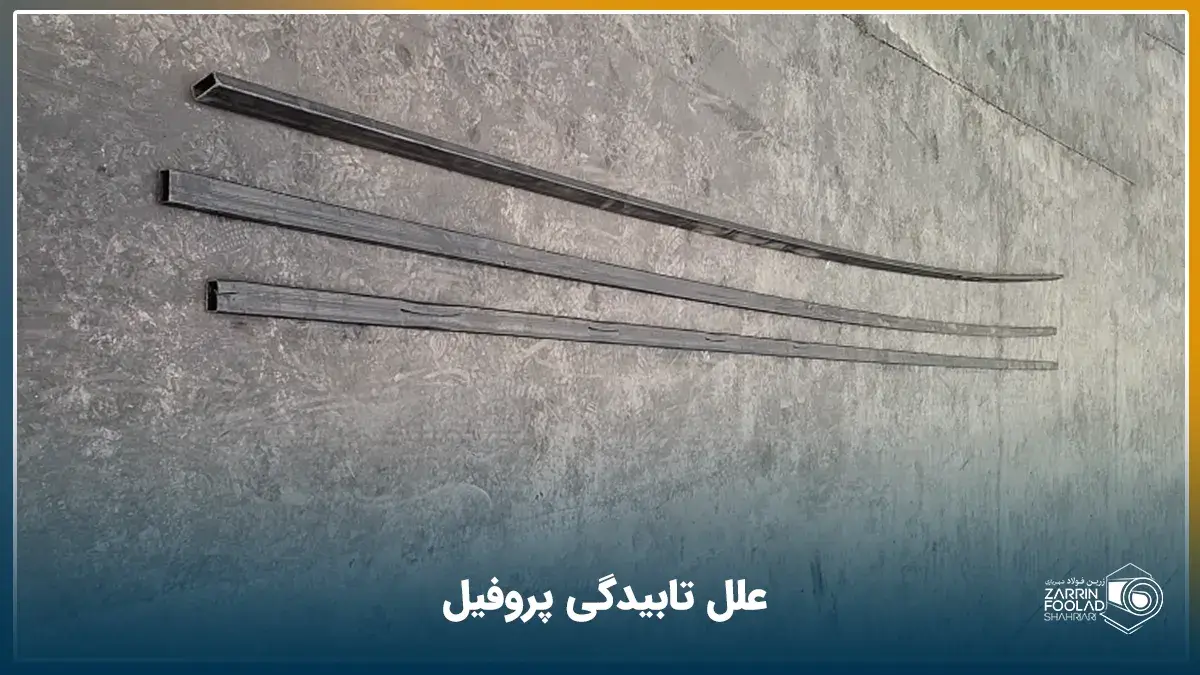
- تابیدگی در کل طول شاخه
در تابیدگی سراسری، کل بدنه پروفیل در حول محور طولی خود میچرخد و این مقطع شبیه به یک مته یا پیچ میشود. معمولا علت ایجاد این مسئله، فشار نامتوازن غلتکها در هنگام نورد سرد یا گرم بوده که باعث شده مولکولهای فولاد در یک سمت فشردهتر از سمت دیگر باشند. برای جلوگیری از ورود چنین محصولاتی به پروژه، باید فرآیند خرید را به برندهای معتبری محدود کرد که دارای گواهی استاندارد کالیبراسیون خط تولید هستند. در صورتی که شاخهای دچار این مشکل باشد، استفاده از آن در سازههای حساس توصیه نمیشود زیرا تراز کردن آن در محل پروژه تقریبا غیرممکن است.
2.انحراف درزها و پیچش طولی
انحراف درزهای پروفیل عمدتا بر اثر حرارت بیش از حد جوشکاری پدید میآید و باعث میشود مقاطع در طول مسیر اتصال دچار پیچ خوردگی شوند. برای پیشگیری از این وضعیت، استفاده از ابزارهای نگهدارنده صلب مانند جیگ و فیکسچر الزامی است تا قطعه در حین عملیات جابجا نشود. همچنین اجرای جوشکاری به صورت مرحلهای به فلز فرصت میدهد تا حرارت را به صورت متوازن دفع کرده و از تمرکز تنش در یک نقطه جلوگیری کند.
3.خمیدگی شکمی در وسط مقطع
خمیدگی شکمی یا شکم دادگی در پروفیلها به حالتی گفته میشود که در آن شاخه پروفیل شکل کمانی به خود میگیرد. این نوع تغییر شکل مستقیما با روشهای نادرست انبارداری ارتباط دارد. زمانی که شاخههای سنگین روی تکیهگاههای ناصاف یا با فاصله زیاد از هم قرار میگیرند، وزن خود مقطع باعث ایجاد انحنا در بخش میانی میشود. راهکار پیشگیرانه، چیدمان منظم روی تکیهگاههای همسطح و فلزی است که فواصل آنها بر اساس وزن و طول شاخهها محاسبه شده باشد. این کار از افتادگی شکمی مقطع در طولانیمدت جلوگیری میکند.
4.چروکیدگی در محل خم
در مقاطعی که ضخامت دیواره نسبت به ابعاد کلی آنها کم است، هنگام فرآیند خمکاری، لایه داخلی توان تحمل نیروهای فشاری را نداشته و دچار جمعشدگی یا چروک میشود. برای رفع این چالش، انتخاب پروفیل با ضخامت دیواره بالاتر پیشنهاد میشود. همچنین استفاده از میله راهنمای داخلی یا پر کردن موقت داخل مقطع با مواد تراکمناپذیر در زمان خمکاری، مانع از فروپاشی دیواره و حفظ ظاهر یکنواخت فلز در نقطه خم میشود.

نکته مهم
برخی افراد برای رفع تابیدگی از روش گرم کردن و سرد کردن ناگهانی استفاده میکنند. اما این اقدام باعث ایجاد تغییرات ساختاری در شبکه کریستالی فولاد شده و نقطه تسلیم فلز را به شدت کاهش میدهد که در نهایت منجر به شکست ترد در برابر لرزشهای ناگهانی سازه خواهد شد. همیشه اولویت را بر انتخاب محصول سالم و رعایت اصول مهندسی در حین کار بگذارید.
جلوگیری از تاب برداشتن پروفیل هنگام خمکاری
عملیات خمکاری فلزات یکی از حساسترین مراحل در فعالیتهای صنعتی است؛ زیرا در هنگام خمکاری اگر نیروها به درستی هدایت نشوند، میتوانند باعث ایجاد پیچش و انحراف در شاخه پروفیل شوند.
زمانی که قصد دارید به یک شاخه صلب شکل بدهید، نیروهای کششی در ضلع بیرونی و نیروهای فشاری در ضلع داخلی فشار ایجاد میکنند. اگر ضخامت دیواره نسبت به شعاع خم کم باشد، مقاطع دچار چینخوردگی یا تابیدگی شدید میشوند. برای مهار این مشکل، استفاده از سنبههای داخلی یا پر کردن داخل مقطع با مواد مخصوص در زمان خمکاری توصیه میشود تا از فروپاشی دیوارهها جلوگیری شود.
در نظر گرفتن قیمت خم ورق فلز، دقت در انتخاب دستگاه خمکن و تنظیم دقیق فشار غلتکها نیز حیاتی است. استفاده از روانسازهای مناسب در هنگام تولید نیز باعث کاهش اصطکاک و توزیع بهتر حرارت ناشی از اصطکاک میشود.
نحوه قوس دادن پروفیل بدون تغییر شکل آن
ایجاد قوسهای منظم در سازههای دکوراتیو یا موقتی نیاز به مهارت بالایی دارد. در این فرآیند، اعمال فشار باید به صورت تدریجی و در چندین مرحله انجام شود. اگر تمام فشار لازم برای ایجاد قوس در یک مرحله وارد شود، مولکولهای فولاد فرصت بازآرایی پیدا نکرده و مقطع دچار شکستگی میکروسکوپی یا پیچش در طول شاخه میشود. رعایت سرعت یکنواخت در دستگاههای نورد چند غلتکه کلید دستیابی به یک منحنی بینقص در شاخه پروفیل است.
برای اطلاعات بیشتر میتوانید جوشکاری قوطی را مطالعه کنید.
تاب برداشتن درب آهنی و چالشهای نصب آن
یکی از شکایتهای رایج در پروژههای ساختمانی، تاب خوردن لنگههای درب پس از جوشکاری یا نصب است. این اتفاق معمولا به دلیل عدم رعایت تقارن در جوشکاری رخ میدهد. حرارت بالای جوش باعث منبسط شدن موضعی فلز میشود و در هنگام سرد شدن، انقباض ناگهانی باعث کشیده شدن پروفیل به یک سمت میگردد. برای پیشگیری از این وضعیت، جوشکار باید از روش خالجوش زدن متقارن استفاده کند و اجازه دهد قطعه به صورت طبیعی خنک شود.
تحلیل مهندسی نامنظمی پیچشی در مقاطع
در طراحی سازههای مهندسی، مفهومی به نام نامنظمی پیچشی وجود دارد که به عدم انطباق مرکز جرم و مرکز سختی اشاره میکند. در سطح مقاطع فولادی، اگر توزیع جرم در اطراف محورهای اصلی نامتقارن باشد، مقطع در برابر بارهای جانبی دچار پیچش میشود. این موضوع در مقاطع باز مانند تیرآهنها شدیدتر از مقاطع بسته مانند قوطیهاست. مهندسان با استفاده از فرمولهای پیشرفته، این پدیده را پیشبینی کرده و با تقویت نقاط حساس، پایداری سازه را تضمین میکنند.

ثابت تابیدگی و رفتار مکانیکی فلز
ثابت تابیدگی یک پارامتر هندسی در مقاطع فولادی است که مقاومت آنها را در برابر تغییر شکلهای ناشی از گشتاور پیچشی نشان میدهد. هرچه این عدد در محاسبات طراحی بالاتر باشد، مقطع در برابر نیروهای چرخشی پایدارتر عمل میکند. در مقاطع دیواره نازک، این پارامتر اهمیت دوچندانی پیدا میکند؛ زیرا این مقاطع به شدت مستعد کمانش موضعی و پیچشهای غیرمنتظره هستند. استفاده از پوششهای مقاوم مانند گالوانیزه میتواند به حفظ صلبیت سطحی کمک کند، لذا خرید قوطی گالوانیزه برای مقاطعی که تحت فشار و رطوبت هستند، انتخابی هوشمندانه محسوب میشود.
مقاومت پیچشی مقاطع و اهمیت محاسبات
مقاومت پیچشی مقاطع به توانایی فلز در تحمل نیروهایی گفته میشود که قصد دارند آن را حول محور طولی بچرخانند. قوطیهای مربع و مستطیل به دلیل بسته بودن هندسه، بهترین عملکرد را در برابر این نیروها دارند. در مقابل، مقاطع باز در صورت اعمال بار خارج از مرکز، به سرعت دچار تابیدگی میشوند. در پروژههای حساس مانند ساخت پل یا جرثقیلهای سقفی، انتخاب دقیق نوع مقطع بر اساس جداول اشتال و استانداردهای ملی الزامی است.
سوالات متداول
بله، فولادهای با کربن بالاتر سختتر هستند اما در برابر حرارت جوشکاری واکنشهای شدیدتری نشان داده و مستعد تردی و تابیدگی بیشتری نسبت به فولادهای نرمسخت ساختمانی هستند.
سادهترین روش، نگاه کردن از لبه مقطع در راستای طول شاخه یا قرار دادن آن روی یک سطح کاملا صاف و بررسی فاصله نقاط مختلف مقطع با زمین است.
حتی در سازههای ساده، تابیدگی باعث عدم تراز شدن درها و پنجرهها شده و فشار مضاعفی به لولاها و اتصالات وارد میکند که منجر به فرسودگی زودرس میشود.
در حالت استاندارد، یک شاخه پروفیل باید دارای محور طولی کاملا مستقیم و تخت باشد. وقتی این نظم هندسی به هم میخورد و مقطع از محور تراز خود خارج میشود، پدیده تابیدگی رخ داده است.