حداکثر ضخامت قابل برش با لیزر و محدودیتهای فنی این روش + نمودار

آیا میدانید چرا برش ورقهای ضخیم با لیزر، پاشنه آشیل بسیاری از پروژههای صنعتی است؟ وقتی ضخامت فلز از 20 میلیمتر عبور میکند، دیگر فقط توان دستگاه مطرح نیست؛ بلکه تسلط بر متغیرهای پنهانی مثل دینامیک گاز کمکی، قانون طلایی سوراخکاری و کنترل منطقه متاثر از حرارت است که مرز بین یک برش گونیا و یک قطعهی دفرمه را مشخص میکند. در این مقاله تخصصی قصد داریم با بررسی دقیق حداکثر ضخامت قابل برش با لیزر فایبر و کالبدشکافی چالشهای آن در برابر روشهایی مثل پلاسما، به شما نشان دهیم که چرا دستیابی به کیفیت پایدار در مقاطع سنگین و محاسبه هزینههای پنهانِ آن، نیازمند دانشی بسیار فراتر از تاباندنِ یک اشعه خام است.
فهرست مطالب
حداکثر ضخامتی که لیزر میتواند برش دهد چقدر است؟
همانطور که در نمودار مقایسهای پایین مشاهده میکنید، حداکثر ضخامت قابل برش در تکنولوژی فایبر، تابعی مستقیم از توان خروجی سورس لیزر، نوع فلز و دینامیک گاز کمکی است. در صنعت ایران، به دلیل استفاده گسترده از دستگاههای میانرده، مرز کیفیت و حفظ دقت ابعادی برای ورقهای آهن عمدتا روی ضخامتهای 20 تا 28 میلیمتر متوقف میشود. البته دستیابی به برشی بدون نقص در این ضخامت نیز نیازمند کالیبراسیون دقیق اپتیکی و سیالاتی است؛ دقیقا مطابق با دادههای تصویر، مجموعه زرین فولاد شهریاری به عنوان یک نمونه موفق داخلی، با بهینهسازی تخصصی پارامترهای دستگاه 6 کیلووات خود، موفق به ارائه خدمات لیزر برش برای ورقهای آهن 25 میلیمتری با لبههای کاملا گونیا و مدیریت دقیق ناحیه متاثر از حرارت شده است.

با این حال، با نگاهی به ستونهای انتهایی نمودار، مشخص است که محدودیتهای سنتی برش لیزر ضخامت بالا با استقرار سورسهای فوقسنگین نظیر لیزرهای 30 کیلووات در صنعت جهانی شکسته شده است. این تکنولوژی پیشرفته که در طرح توسعه استراتژیک زرین فولاد نیز به عنوان چشمانداز آینده هدفگذاری شده، سقف برش را با یک جهش خیرهکننده ارتقا میدهد. همانطور که در یادداشت فنی نمودار قید شده، یک لیزر 30 کیلوواتی ضخامت 50 میلیمتر را به بستری برای تولید پایدار و باکیفیت تبدیل کرده و قدرت نفوذ مطلق را تا مرز 80 میلیمتر بالا میبرد. چنین قدرت نفوذ عمیقی نهتنها ورقهای کربن استیل ضخیم را به راحتی و بدون ایجاد پلیسه میشکافد، بلکه با حذف نیاز به ماشینکاری ثانویه قطعات فوقضخیم و ترکیب سرعت بالا با دقت میلیمتری، استانداردهای جدیدی را در برشکاری مقاطع سنگین تعریف کرده است.
محدودیتهای فنی و متغیرهای مهم در ضخامت بالا لیزر
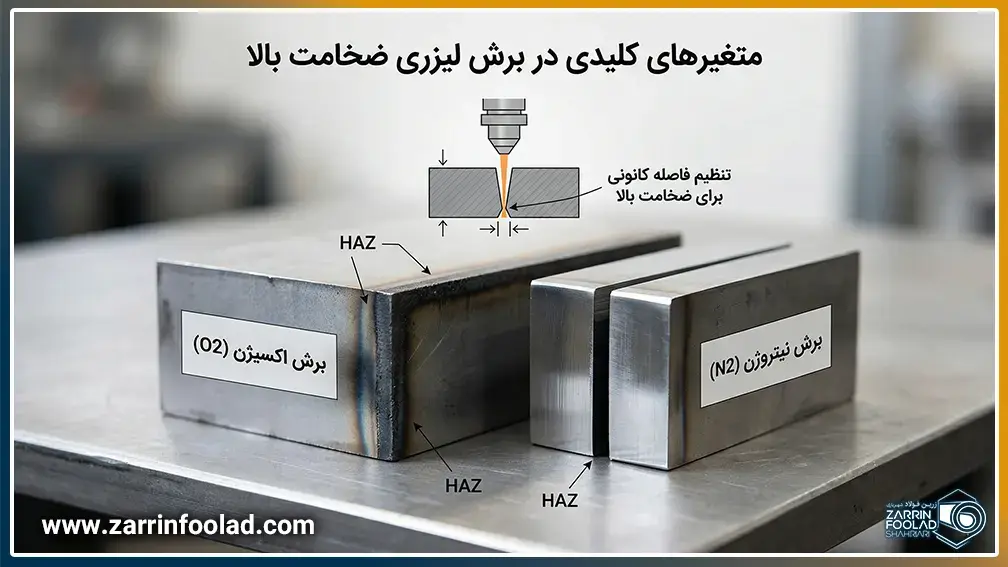
برش ورقهای ضخیم با لیزر صرفا تاباندن اشعه نیست، بلکه مدیریت یک فرآیند پیچیده ترمودینامیکی است. محدودیت اصلی در ضخامتهای بالا، ناحیه متاثر از حرارت یا همان HAZ است؛ هرچه ضخامت بیشتر شود، سرعت حرکت هد کاهش یافته و تمرکز حرارت در یک نقطه افزایش مییابد که میتواند منجر به دفرمه شدن لبهها شود.
- نقش گاز کمکی: در برشکاری ورق با ضخامت بالا، انتخاب بین اکسیژن و نیتروژن حیاتی است. اکسیژن با ایجاد واکنش گرمازا به برش ضخامتهای بالا کمک میکند، اما لایه اکسیدی سیاه رنگی بر جای میگذارد. در مقابل، نیتروژن لبهای براق ایجاد میکند اما توان بسیار بالاتری برای نفوذ در ورقهای ضخیم نیاز دارد.
- فاصله کانونی: تنظیم دقیق نقطه تمرکز پرتو در عمق ورق، تفاوت یک برش تمیز با یک برش ناقص را رقم میزند. در ضخامتهای بالا، نقطه کانونی باید به سمت پایین ورق متمایل شود تا عرض شکاف در تمام طول ضخامت یکسان باقی بماند.
حداقل قطر سوراخ در برش لیزر ورقهای ضخیم چقدر باید باشد؟
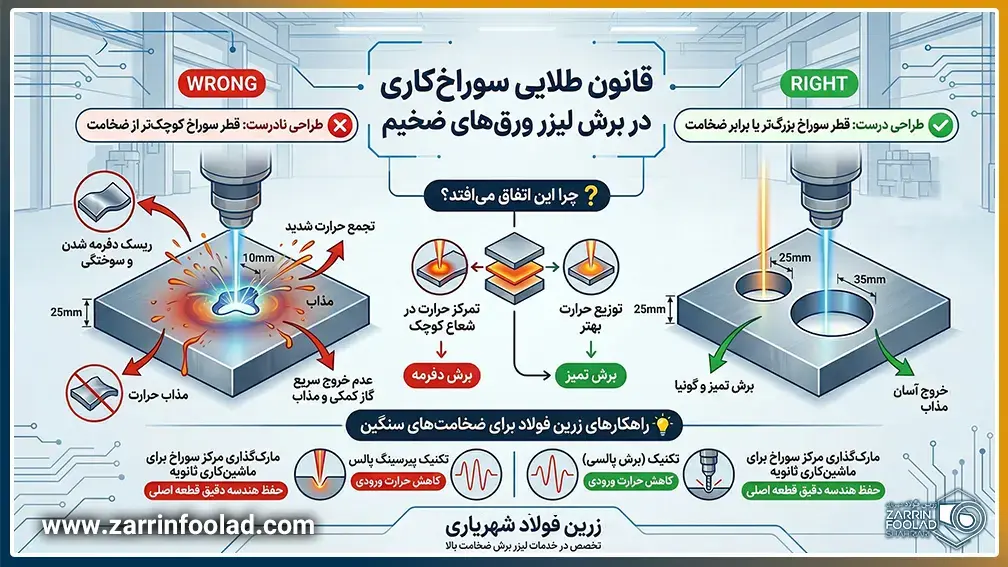
یکی از چالشهای پنهان که طراحان صنعتی هنگام کار با ورقهای قطور با آن مواجه میشوند، ابهامات مربوط به ایجاد سوراخهای کوچک است. در تکنولوژی لیزر برش فلزات، یک قانون مهندسی نانوشته اما مهم وجود دارد: حداقل قطر سوراخ مجاز، باید برابر یا بزرگتر از ضخامت ورق باشد.
به عنوان مثال، اگر قصد برش یک ورق آهن با ضخامت 25 میلیمتر را دارید، طراحی سوراخهایی با قطر کمتر از 25 میلیمتر (مثلا سوراخ 10 میلیمتری برای قلاویزکاری) از نظر فنی با ریسک بالایی همراه است. در این شرایط، به دلیل تجمع بیش از حد حرارت در یک شعاع کوچک و عدم امکان خروج سریع گاز و مذاب، قطعه دچار سوختگی شدید شده و هندسه سوراخ دفرمه میشود. در مراکز پیشرفته خدمات برش لیزری، برای دور زدن این چالش در ورقهای ضخیم، از تکنیک پیرسینگ پالس استفاده میکنند و یا فقط مرکز سوراخ را برای ماشینکاریهای بعدی نشانهگذاری میکنند تا دقت ابعادی کل قطعه حفظ شود.
نکته مهم
هنگام نقشهکشی ورقهای ضخیم، هرگز قطر سوراخ را کمتر از ضخامت ورق در نظر نگیرید تا قطعه دچار سوختگی نشود. اگر به سوراخ کوچکتری نیاز دارید، از اپراتور بخواهید به جای برش کامل، فقط مرکز آن را با لیزر مارک کند تا قطعه سالم بماند.
برای ورقهای ضخیم لیزر بهتر است یا پلاسما؟
بسیاری از صاحبان پروژه بین انتخاب برش لیزری و پلاسما مردد هستند. واقعیت فنی این است که حداکثر ضخامت برش پلاسما بسیار فراتر از لیزر است و میتواند ورقهای 100 میلیمتر به بالا را نیز بشکافد، اما پلاسما در ضخامتهای زیر 30 میلیمتر هرگز به ظرافت لیزر نمیرسد. به عنوان مثال، اگر قطعه برشخورده قرار است برای فرآیندهای دقیقِ ثانویه به کارگاههای تخصصی خمکاری ورق اصفهان ارسال شود یا نیاز به مونتاژ میلیمتری دارد، لیزر تا ضخامت 25 میلیمتر اولویت مطلق است؛ چرا که مخروطی شدن لبه در برش پلاسما، باعث اختلال در محاسبه زوایای خم و درزهای جوش میشود.
فاکتورهای پنهان در محاسبه هزینه برشکاری ضخامتهای سنگین
ورود به محدوده ورقهای قطور، معادلات اقتصادی تولید را نیز تغییر میدهد. برآورد هزینه برش در این مقاطع تنها بر مبنای طول خطوط برش محاسبه نمیشود. متغیر کلیدی و زمانبر در این سطح، فرآیند سوراخکاری اولیه است. نفوذ اولیه اشعه در مرکز یک قطعه فولادی 25 میلیمتری، نیازمند زمان بیشتر و تکنیکهای خاص سوراخکاری پلهای است که استهلاک نازل و عدسیها را افزایش میدهد.
همچنین، افزایش ضخامت ورق در برش مستلزم مصرف حجم عظیمی از گازهای کمکی با فشارهای بسیار بالاست تا مذاب را به طور کامل از انتهای شکاف خارج کند. با این وجود، به دلیل حذف کامل مراحل ماشینکاری و سنگزنیِ پس از تولید، استفاده از تکنولوژی لیزر فایبر در قطعات ضخیمی که به دقت بالایی نیاز دارند، در نهایت توجیهپذیری اقتصادی بسیار بالاتری برای پیمانکاران به همراه دارد.

چرا محدودیت برش لیزر استیل و آلومینیوم متفاوت است؟
اعداد و ارقامی که به عنوان حداکثر ضخامت برش مطرح میشوند، بیشتر مواقع بر پایه رفتار فولاد کربنی محاسبه شدهاند؛ اما زمانی که پای فلزاتی نظیر استیل ضدزنگ یا آلومینیوم به میان میآید، معادلات ضخامت ورق در برش کاملا تغییر میکند.
فلزاتی مانند آلومینیوم، مس و برنج خاصیت بازتابش بسیار بالایی دارند و بخش عمدهای از اشعه لیزر را مانند آینه به سمت هد دستگاه برمیگردانند؛ علاوه بر این، ضریب هدایت حرارتی بالا در این متریالها باعث میشود حرارت به سرعت در کل قطعه پخش شده و تمرکز کانونی از بین برود. به همین دلیل، حداکثر ضخامت قابل برش برای آلومینیوم و استیل در یک دستگاه مشخص، همواره پایینتر از آهن است. برای مثال، سورس 6 کیلوواتی که آهن 25 میلیمتری را برش میدهد، در مواجهه با استیل و آلومینیوم، سقف کیفیت خود را به ترتیب در ضخامتهای 18 و 16 میلیمتر نشان میدهد. درک این تفاوتهای ساختاری به پیمانکاران کمک میکند تا انتخاب متریال و برآورد هزینه برش لیزری را با دقت بالاتری انجام دهند.

تفاوت ساختاری لیزر صنعتی با تجهیزات سبک
در نهایت، یکی از تصورات اشتباه در بازار، عدم تمایز قائل شدن بین کلاسهای مختلف برش لیزری و انتظار نفوذ در فلزات از تجهیزات غیرمرتبط است. باید توجه داشت که فرآیند برشکاری مقاطع فولادی سنگین، فقط در دسته سورسهای فایبر صنعتی با توانهای چند کیلوواتی قرار دارد.
یک دستگاه برش لیزر خانگی، رومیزی یا کارگاهیِ مبتنی بر تکنولوژی CO2 یا دیود، به دلیل طول موج نامتناسب با شبکه کریستالی فلزات و چگالی انرژی بسیار پایین، اساسا توانایی ورود به حوزه فولاد ساختمانی را ندارد. دستیابی به کیفیت پایدار در ضخامتهای سنگین، نیازمند شاسیهای صنعتی ضدتنش برای خنثیسازی لرزش در حرکتهای کند هد و سیستمهای خنککننده قدرتمند است؛ زیرساختهای مهندسیشدهای که در مجموعههای تخصصی نظیر زرین فولاد شهریاری برای تضمین کیفیت لبهها فراهم شدهاند.
برای اطلاعات بیشتر میتوانید آموزش جوشکاری قوطی را مطالعه کنید.
جمعبندی
تکنولوژی لیزر فایبر در برش ضخامتهای بالا، مطمئنترین انتخاب برای دستیابی به بالاترین سطح دقت و کیفیت است. همانطور که بررسی شد، ایجاد برشی گونیا و بدون پلیسه در مقاطع سنگین، فراتر از توان دستگاه، به دانش فنی مجری و تنظیم دقیق متغیرهایی چون گاز کمکی و فاصله کانونی بستگی دارد. استفاده از برش لیزری با حذف کامل نیاز به سنگزنی و ماشینکاری ثانویه، توجیه اقتصادی بالایی برای پروژههای حساس ایجاد میکند. برای تضمین این کیفیت، تخصص و تجهیزات مجموعهی مجری حرف اول را میزند؛ مجموعه زرین فولاد شهریاری با زیرساختهای قدرتمند صنعتی آماده اجرای دقیق پروژههای شماست. جهت دریافت مشاوره تخصصی و ثبت سفارش، همین حالا با شماره 03191003131 تماس بگیرید.
سوالات متداول
در لیزر فایبر صنعتی، دقت برش برای ورقهای ضخیم (تا 25 میلیمتر) تقریبا بین 0.1 تا 0.2 میلیمتر است که برای مونتاژهای حساس و جوشکاری دقیق، ایدهآل و بدون نیاز به اصلاح است.
این سیاهی، لایه اکسید ناشی از استفاده از گاز اکسیژن برای نفوذ در مقاطع ضخیم آهن است. اگر قطعهای با لبههای براق و فلزی نیاز دارید، باید درخواست برش با گاز نیتروژن بدهید که البته هزینه بالاتری دارد.
در ورقهای نازک، مبنای قیمتگذاری بیشتر متر محیط برش است؛ اما در ورقهای ضخیم، تعداد سوراخها به دلیل زمانبر بودن نفوذ اولیه و حجم گاز کمکی مصرفی، تأثیر بسیار زیادی روی قیمت نهایی دارند.
بله، به دلیل تجمع حرارت در ضخامتهای بالا، لبههای برشخورده کمی سختکاری میشوند. این موضوع ممکن است فرآیند ماشینکاری ثانویه روی لبهها را کمی کندتر کند.


