تفاوت برش لیزر و پلاسما + جدول مقایسه

برشکاری فلزات یکی از مهمترین و حساس ترین مراحل در صنایع بزرگ به شمار میرود؛ مرحلهای که کیفیت و دقت آن میتواند بر نتیجه نهایی یک پروژه اثر بگذارد. با پیشرفت روزافزون فناوری، دستگاهها و روشهای برش نیز متحول شدهاند و امروز تکنیکهایی مانند برش پلاسما و برش لیزری ورق در صدر انتخابهای صنایع مختلف قرار دارند. تفاوت این دو روش در جزئیاتی نظیر سرعت، دقت و هزینه، موجب شده هر کدام نقش ویژهای در کاربردهای مشخص داشته باشند. در این مقاله از زرین فولاد، تمام نکات کلیدی مربوط به این دو فناوری مهم را بررسی میکنیم تا بتوانید با دیدی روشن تر، بهترین انتخاب را برای پروژههای خود داشته باشید.
فهرست مطالب
معرفی برش لیزری
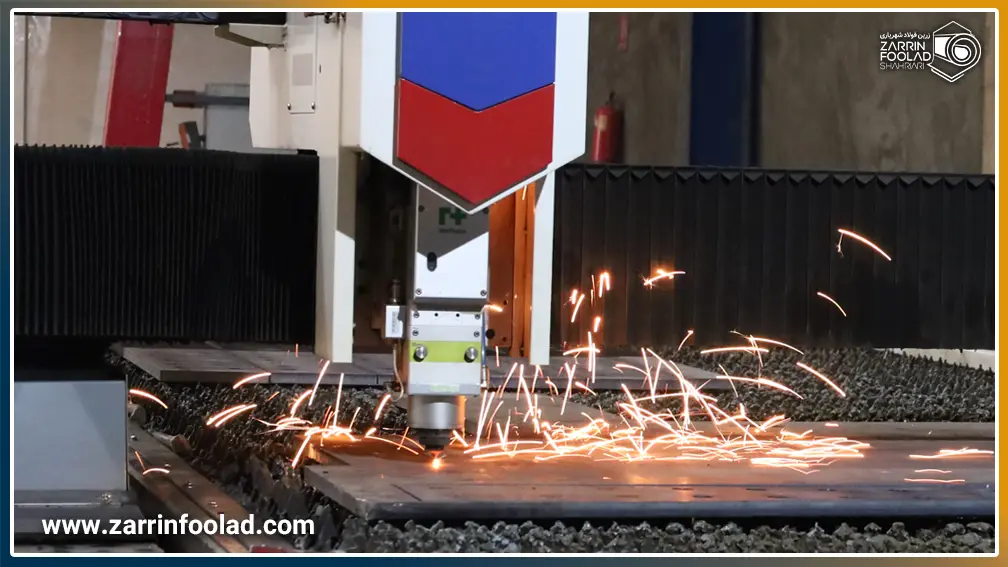
در برش لیزری ورق (Laser Cutting)، پرتو متمرکز نور که توسط لنزهای داخل هد دستگاه تولید میشود، روی قطعه کار تابانده شده و آن را تا حد ذوب یا تبخیر گرم میکند. نکته مهم اینجا است که هیچ تماس فیزیکی بین ابزار و قطعه وجود ندارد. به همین خاطر برش لیزری یکی از دقیقترین روشهای برشکاری بهشمار میرود و کمترین میزان اعوجاج را روی ورق ایجاد میکند. اشعه لیزر با رسیدن به نقطه ذوب، مسیر برش را ایجاد میکند. در این لحظه، گازهای کمکی مانند اکسیژن یا نیتروژن با فشار بالا به سطح دمیده میشوند تا فلزات ذوبشده از مسیر خارج گردند و خط برش تمیز و صاف تشکیل شود. برش لیزر برای فلزات، چوب، پلاستیک، سرامیک و بسیاری از متریالهای دیگر قابل استفاده است.
معرفی برش پلاسما
در روش برش پلاسما (Plasma Cutting) فرایند کار متفاوت است. دستگاه پلاسما با ایجاد یک قوس الکتریکی بین الکترود (کاتد) و قطعه کار (آند)، دمای گاز عبوری مانند اکسیژن، نیتروژن یا آرگون را به شدت افزایش میدهد. این گاز فوقداغ تبدیل به پلاسما شده و با فشار بالا به قطعه کار برخورد میکند. دمای بالای گاز پلاسما فلزات را سریع ذوب میکند و سپس بخش ذوبشده توسط همین گاز از مسیر برش بیرون رانده میشود. این روش بیشتر برای برش مواد رسانا مانند فولاد، استیل و آلومینیوم استفاده میشود و برای برش ورقهای ضخیم کاربرد دارد. ضمنا امکان تبدیل دستگاه جوش به برش پلاسما با تجهیزات جانبی وجود دارد و برای کارگاههای کوچک مناسب است.

نکته مهم
یکی از تفاوتهای فاحش در روش برش لیزری فلزات و روش پلاسما، میزان اثر حرارتی روی فلز است. در برش لیزری، اثر حرارتی کم بوده و تغییر شکل فلز تقریبا صفر است. اما باز هم مقدار HAZ به نوع لیزر، توان، سرعت برش و جنس فلز وابسته است. در برش پلاسما، به دلیل دمای بالای، احتمال تاببرداشتن یا تغییر ساختار مولکولی قطعه بیشتر است که اهمیت این موضوع در ساخت قطعات حساس مانند تجهیزات پزشکی خودش را نشان میدهد.

تفاوت برش لیزر و پلاسما
به صورت خلاصه میتوان گفت برش لیزری ورق دقت بالاتری دارد که برای طرحهای ظریف و متریالهای متنوع مناسب است و برش پلاسما، که هزینه به مراتب کمتری دارد، انتخابی اقتصادی برای برش ورقهای ضخیم به حساب میآید. همانطور که مشاهده میکنید، هر یک از این دو روش مزایا و محدودیتهای مخصوص خودش را دارد که باید پیش از خرید ورق آهن در نظر گرفته شوند.
تفاوت در دقت و کیفیت برش
پیشتر اشاره شد که دقت لیزر از برش پلاسما بالاتر است اما برای مقایسه فنیتر باید دو عامل مهم را در نظر گرفت: تلرانس برش و کیفیت لبهها.
- برش لیزری ورق: این برشها با سرعت بالایی انجام میشوند و به لطف قابلیت دستگاه در تابش اشعه به میزان تعریف شده، طرحهای دقیق را توسط آن با تلرانس کمتر از ۰.۱ میلیمتر ایجاد میکنند. این دستگاه هیچ فشاری به قطعه وارد نمیکند پس قطعه بدون ترکخوردگی و با لبههای صاف باقی میماند. دستگاه برش لیزری اشعهها را به صورت موازی و نه صرفا کانونی میتاباند. این یعنی قطعاتی که در فواصل دور از پرتو لیزر قرار دارند، همان کیفیتی را خواهند داشت که قطعات نزدیک به اشعه دارند.
- پلاسما: این برشها ممکن است گاهی تا چند میلیمتر تلرانس داشته باشند. این یعنی برای قطعات مونتاژی یا قطعاتی که باید در قسمتی چفت شوند، استفاده از این روش نیازمند ماشینکاری بعد از برش هم هست. به دلیل تولید حرارت و تماس مستقیم پلاسما با فلز، احتمال بدشکلی لبه یا ایجاد زاویهدار شدن برش وجود دارد. البته سیستمهای برش پلاسما اتوماتیک این مشکل را تا حد زیادی حل کردهاند.
تفاوت در جنس و ضخامت متریال قابل برش
در بحث ضخامت متریال قابل برش، دستگاههای لیزری برتری خود را در قطعات نازک و متوسط نشان داده و از سویی دستگاه پلاسما برای قطعات ضخامت بالا عملکرد عالی دارد. محدودیتهای این روشها برای برش در ضخامتهای مختلف، توانایی آنها در برش متریالهای مختلف را هم تغییر میدهد چون معمولا هرچه ضخامت بالاتر باشد، کیفیت برش کاهش مییابد.
- برش لیزری فولاد: این روش جدا از توانایی بالایی که در برش فلزات دارند در برش قطعات ظریف چوبی، امدیاف، آکریلیک، پلاستیک، پارچه، سرامیک و کامپوزیتها با ضخامت حداکثر 40 میلیمتر هم به خوبی کار خود را انجام میدهند. کارگاههای معتبر برش لیزری اصفهان به دلیل دقت بالای این روش، سفارشات قطعات را با تلرانس پایین انجام میدهند و همین موضوع توانسته اعتماد مشتریان را به خوبی جلب کند. البته با پیشرفت تکنولوژی دستگاه برش لیزری 30 کیلو وات قادر به برش لیزری ورق آهن تا ضخامت 10 سانتی متر است که در صنایع خاص مورد استفاده قرار میگیرد.
- برش پلاسما ورق: با اینکه قدرت برش پلاسما در حوزه فلزات ضخیم مثالزدنی است اما فقط برای مواد رسانای الکتریکی اعم از استیل، آلومینیوم، فولاد، مس و غیره قابلیت انجام دارد. این روش برای برش ورق آهن ضخیم بسیار مناسب است.

تفاوت در سرعت برش
سرعت برش در هر دو روش به نوع و ضخامت متریال و توان دستگاه بستگی دارد؛ ولی به صورت کلی، لیزر برای ورقهای نازک سریعتر است و پلاسما در ورقهای ضخیمتر سرعت عمل بهتری دارد.
- مواد نازک و متوسط: دستگاه برش لیزری ورق برای مواد با ضخامت تا 25میلیمتر، سرعت بالا و خروجی نهایی تمیزی دارد. در این رنج ضخامت، روش پلاسما با کندی بیشتری کار را پیش میبرد، به خصوص اگر طرح کار کمی پیچیدگی باشد.
- ضخامت بالا: روش پلاسما در برش قطعات ضخیم از لیزر پیشی گرفته و کار را، هم با سرعت بالا و هم با کیفیت و لبههای صافتر ارائه میدهد. در کارهایی که انجام عملیاتهای فرمدهی مانند خمکاری ورق ضخیم بعد از برش الزامی است، برش پلاسما گزینه کارآمدتری است.

برای اطلاعات بیشتر میتوانید وسایل ساخت گلخانه را مطالعه کنید.
تفاوت در قیمت و هزینه
هزینه برش لیزری ورق، به دلیل پیچیدگی بالاتر دستگاه و نیاز به نیروی کار متخصص، اکثرا بالاتر از برش پلاسما است که البته این مورد میتواند بر اساس ضخامت و ابعاد قطعه کار تغییر نماید.
- لیزر: در این روش با اینکه هزینه اولیه بالاتری دارد اما یک مزیت مهم وجود دارد؛ پرتی متریال اولیه در این روش بسیار ناچیز است و از سویی سرعت کار هم بالا است. این دو ویژگی در کنار هم هزینهها را به طور قابل توجهی کاهش میدهند.
- پلاسما: در برش مواد ضخیم و ساده، استفاده از برش لیزری الزامی نیست و توجیه هم ندارد زیرا برش پلاسما هم دقت مورد نیاز را اعمال میکند و هم قیمت نهایی آن مقرون به صرفهتر خواهد بود. مراکز معتبر این حوزه، مثل مراکز برش پلاسما در اصفهان، تمامی این اطلاعات را در اختیار مشتریان قرار میدهند.
جدول مقایسه برش لیزر و پلاسما
اگر قصد دارید بهترین روش برش فلز را برای پروژه خود انتخاب کنید، مقایسهی دقیق برش پلاسما و برش لیزری میتواند تصمیمگیری را بسیار سادهتر کند. هرکدام از این دو فناوری ویژگیها، مزایا و محدودیتهای خاص خود را دارند و شناخت تفاوت آنها در بخشهای مختلف به شما کمک میکند تا مناسبترین گزینه را با توجه به نیاز صنعتیتان انتخاب کنید. در جدول زیر، مهمترین تفاوتهای این دو روش را بهصورت خلاصه و کاربردی مشاهده میکنید.
| ویژگی | برش لیزر | برش پلاسما |
| دقت | بسیار بالا | متوسط |
| روش کار | تابش اشعه توسط آینه و لنز | گاز با قوس الکتریکی |
| کیفیت لبه | صاف و تمیز | گاهی نیاز به ماشینکاری |
| مواد قابل برش | پلاستیک، فلزات، چوب و غیره | فقط فلزات رسانا |
| سرعت | بالا | نسبتا کندتر |
| هزینه | بیشتر | اقتصادیتر |
| بهترین کاربرد | قطعات ظریف، دکوراتیو و مونتاژی دقیق | پروژههای صنعتی سنگین و ورقهای ضخیم |
جمعبندی
برش پلاسما و برش لیزری ورق هر دو از تکنیکهای استاندارد و تخصصی در فرایند تولید قطعات صنعتی محسوب میشوند اما انتخاب میان آنها به نوع متریال بستگی دارد. اگر دقت میلیمتری، لبه بدون پلیسه و امکان اجرای طرحهای پیچیده مدنظر باشد، برش لیزری بهترین گزینه است و با طیف وسیعی از مواد سازگاری دارد. از سوی دیگر برش پلاسما برای پروژههایی که با فلزات ضخیم، سازههای سنگین و طرحهای نسبتا ساده سروکار دارند، قطعا بیرقیب خواهد بود.
با توجه به پیشرفت تکنولوژی، دستگاههای برش نیز بسیار مدرنتر و دقیقتر شدهاند. این موضوع باعث شده است که بسته به نوع پروژه، سطح دقت موردنیاز و بودجهای که در اختیار داریم، بتوانیم روش برش مناسبتری را انتخاب کنیم. در نتیجه، شناخت ویژگیها و مزایای هر شیوه برش به ما کمک میکند تا بهترین گزینه را برای دستیابی به کیفیت مطلوب و بهصرفهترین هزینه انتخاب کنیم.


